Сварка пайка металла
13 января 2015, Валерий АНУРОВ
В современном нестабильном мире и агрессивной внешней среде человек особенно тщательно старается сохранить пространство вокруг себя, сделать более надежным свой «маленький» мир. Автомобиль давно уже стал необходимым элементом повседневной жизни, но, выезжая на дорогу, мы попадаем в зону повышенной опасности. Приобретая автомобиль, покупатель большое внимание уделяет проблемам безопасности. Любой участник движения желает не только избежать возможных аварий на дорогах, но и остаться в живых, если авария все-таки произойдет.

С 1997 г. Европейский комитет EuroNCAP занимается проведением независимых краш-тестов безопасности автомобиля, проверяет машины в разных нестандартных аварийных ситуациях, ставит оценку его безопасности для водителей и пассажиров, составляет рейтинг безопасности автомобилей «Safety assist».
Все эти усилия по разбиванию авто направлены на проверку эффективности пассивных систем защиты автомобилей. И ненапрасно, так как при аварии надежная работа этих систем может спасти жизнь водителю и пассажирам.
Производители автомобилей уделяют должное внимание безопасности пассажиров. Например, кузов Ford Fusion имеет специально сконструированный силовой каркас для поглощения энергии удара в случае столкновения, а двери усилены стальными брусьями. Кузов Audi A3 имеет повышенную жесткость и энергопоглощающую обшивку для пространства ног пассажиров, что при ударе обеспечит водителю и пассажирам надежную защиту.
Новые требования — новые стали
Для повышения конкурентоспособности производители стараются создать экономичные и безопасные автомобили. Новые требования, предъявляемые к современному кузову автомобиля, продиктованы желанием получить более экономичный, а значит, более легкий кузов; в то же время требования к пассивной безопасности должны быть на самом высоком уровне. Все это заставляет автопроизводителей двигаться вперед.
Новые конструкции кузова, инновационные технологии
Новые концепции построения кузова автомобиля напрямую связаны с инновационными технологиями. Как правило, это легкая конструкция с использованием ультравысокопрочной стали, легких металлов — сплавов алюминия и магния, применение армированного волокном пластика или разнообразные сочетания всех этих материалов в одной конструкции кузова. Все это продиктовано как экономическими задачами, решаемыми на массовом производстве, так и желанием потребителей получить экономичный и безопасный автомобиль.
Сегодня есть два пути, по которым идут производители: технологии гибридных соединений, легких сплавов, с применением клея, который позволяет распределить нагрузки в соединениях по всей поверхности контакта, и механическо-тепловые методы соединения. Целью является поиск процессов, легко осуществимых в производстве и воспроизводимых впоследствии при восстановлении кузова после ДТП. Сейчас невозможно сказать, какой из способов получит более широкое распространение, поскольку поставщики металлопроката в содружестве с автопроизводителями ведут постоянные разработки новых сплавов и методов обработки металлов с целью получения требуемых характеристик. Часто новые сплавы и новые методы обработки металла открывают новые возможности применения.
Виды сталей и сплавов, используемых в конструкции кузова автомобиля
Сталь
Мягкая сталь до 200 Н/мм2
Высокопрочная сталь HSS 210–450 Н/мм2
Сверхпрочная сталь EHS 400–800 Н/мм2
Борсодержащая сталь UHS 800–1600 Н/мм2
Алюминиевые сплавы
Алюминий магний AlMg около 300 Н/мм2
Алюминий кремний AlSi около 200 Н/мм2
Новые стали — новые технологии ремонта
MIG-пайка (MIG brazing) — новая технология соединения, называемая также сварко-пайкой, – применяется для соединения высокопрочных сталей автомобильных панелей кузова. Высокопрочные стали, такие как Boron, получили свои высокие показатели по жесткости благодаря термической обработке. Но при обычной полуавтоматической сварке температура сварочной ванны составляет 1500–1600°С, что приводит к изменениям характеристик соединяемых металлов и, как следствие, к изменениям всей конструкции кузова. В итоге мы получаем «кузов-инвалид», несущий скрытую угрозу.
Процесс MIG-пайки является процессом пайки твердым припоем. Сварочный процесс MIG-пайки (Metal-Inert-Gas), как понятно из названия, происходит в среде инертного газа аргона. Газ защищает дугу, расплавленный припой и кромки деталей от влияния окружающего воздуха. Сам процесс прост, как и MIG/MAG-сварка, и применим в условиях восстановления кузова. Благодаря более низкой температуре плавления припоя — приблизительно 1000°C — диффузия металлов не происходит, а вследствие относительно небольшой температуры ванны сохраняются заложенные свойства соединяемых сталей. Этот метод практически исключает деформацию соединяемых листов.
Особенно хочется отметить, что благодаря более низкой температуре плавления припоя происходит минимальное выгорание цинка во время пайки (цинк плавится при 419°C, испаряется при 906°C). Полученный шов имеет высокую устойчивость к коррозии. Проволоки для пайки сделаны из сплава на основе меди с добавками кремния (CuSi3) или алюминия (CuAl8). Припой вступает в соединение с цинком, и в результате получается шов с высокими антикоррозионными свойствами.

Процесс сварки-пайки происходит при более низких настройках тока, гораздо ниже, чем при сварке обычной мягкой стали, что необходимо для получения низкой температуры ванны. При этом используется метод толкания: горелка ведется под тупым углом по направлению сварочного шва. Горелку необходимо отклонить от вертикали не более чем на 15°, чтобы газ не выдувался из зоны ванны и защищал ее. Расход газа должен быть в пределах 20–25 л/мин, для этого необходимо использовать редуктор с расходомером.
При сварке-пайке встык двух листов необходимо создать зазор между ними, примерно равный толщине свариваемого листа (около 1–1,2 мм), и оставить место для заполнения припоем. Скорость подачи проволоки выше, чем обычно используется при сварке.
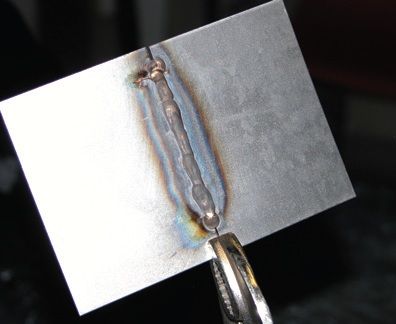
Насколько крепок шов сварки-пайки вы можете проверить сами; у нас получилось примерно около 30 циклов сгибания места шва. Результат можно посмотреть на фотографиях: шов остался цел, соединение получилось крепче основной пластины стали. Испытание проводилось с простыми стальными пластинами, первая проба с высокопрочной сталью так и не сломалась; видимо, для этого необходимо специальное устройство, а не просто тиски.

Новые технологии ремонта — новое оборудование для ремонта
Качество ремонта аварийного кузова требует не только бескомпромиссной точности восстановления конструкции кузова в соответствии с данными производителя, но и использования тех методов, которые позволят не нарушить прочностные характеристики конструкции. Если вы собираетесь производить ремонт в соответствии с требованиями автопроизводителя, необходимо применять современные методы ремонта, которые решаются с помощью OEM (Original Equipment Manufacturer) оборудования.
Сейчас для кузовных мастерских стали доступны полуавтоматы MIG/MAG с возможностью производить сварку-пайку. Французский производитель GYS предлагает две модели с этой функцией: TRIMIG 205-4S и DUOGYS AUTO. Оба аппарата созданы специально для кузовного ремонта. Наибольший интерес вызывает модель DUOGYS AUTO, именно ее мы и рассмотрим подробней.
Профессиональный полуавтоматический сварочный аппарат DUOGYS AUTO идеален для кузовного ремонта на сервисных станциях, работающих с современными кузовами. Он предназначен для работы со сталью, алюминием и сварки-пайки высокопрочных сталей при помощи проволоки CuSi3 или CuAl8.
■ Проволока CuSi3 применяется по технологическому требованию OPEL и Mercedes.
■ Проволока CuAl8 применяется по технологическому требованию Peugeot, Citroеn, Renault.
■ Алюминиевая проволока AlSi12 применяется для сварки автомобильных листов толщиной 0,6–1,5 мм.
■ Алюминиевая проволока AlSi12 применяется для сварки автомобильных листов толщиной более 1,5 мм.

Этот аппарат оснащен двумя четырехроликовыми механизмами с возможностью подключения горелки со встроенным подающим механизмом Spool Gun. В комплекте с ним идут две трехметровые горелки 150 А: одна для работы со сталью, а другая для сварки-пайки, и Spool Gun с четырехметровым рукавом. Благодаря синергетическому режиму аппарат легко перестраивается под разные режимы работы.
DUOGYS AUTO имеет два режима настройки: автоматический и ручной. В автоматическом режиме необходимо выбрать тип и диаметр сварочной проволоки, поставить нужный уровень тока на семипозиционном переключателе, а скорость подачи проволоки автоматически подстроится согласно заданным условиям. При этом предусмотрена возможность для тонкой подстройки скорости. При необходимости всегда можно перейти в ручной режим и работать как с обычным полуавтоматом.

Аппарат имеет два полезных режима. Точечный режим SPOT удобен для операции прихвата. Режим задержки DELAY удобен для сварки тонких листов стали и алюминия, ограничивая при этом риск прожога или деформации свариваемых листов.
 Для кузовных станций с небольшой проходимостью можно рекомендовать профессиональный сварочный полуавтомат TRIMIG 205-4S. Он имеет точно такой же генератор тока, как и его старший собрат DUOGYS AUTO, но только один встроенный двухроликовый приводной механизм и потребует дополнительного времени на переустановку катушек со сварочной проволокой.
Для кузовных станций с небольшой проходимостью можно рекомендовать профессиональный сварочный полуавтомат TRIMIG 205-4S. Он имеет точно такой же генератор тока, как и его старший собрат DUOGYS AUTO, но только один встроенный двухроликовый приводной механизм и потребует дополнительного времени на переустановку катушек со сварочной проволокой.
В остальном это такой же аппарат, с его помощью можно выполнить сварку сталей, сварку-пайку, а подключив горелку со встроенным механизмом подачи проволоки Spool Gun, и сварку алюминия.
Комментарии
Рекомендованные статьи
16 октября 2013
12 мая 2017
30 октября 2014
7 февраля 2025
6 июня 2017
10 октября 2025
9 декабря 2025
26 ноября 2025
11 ноября 2025
Еще никто не оставил свои комментарии. Ваш комментарий будет первым.