Устройство сварочного оборудования. Сварочный инвертор
20 февраля 2015, Валерий Ануров, Алексей Сивоволов
Сварочные кузовные работы зачастую требуют от специалистов не только теоретических знаний, но и значительных навыков и умений обращения с аппаратами. Неграмотно подобранное сочетание ключевых деталей сварочного оборудования заставляет работников автосервисов проявлять чудеса акробатики либо не дает ожидаемого результата из-за недостаточной итоговой мощности, силы тока и других важных характеристик работы аппаратов. Именно о том, как сделать сварочные операции максимально комфортными и результативными, и пойдет речь.

Работу с инверторными аппаратами контактной сварки рассмотрим на примере хорошо зарекомендовавшего себя на международном и российском рынке оборудовании GYS (Франция).
Новые технологии сегодня предоставляют пользователю возможность выбирать из двух видов инверторных аппаратов контактной сварки:
■ Аппараты с кабелями;
■ Аппараты со встроенным трансформатором в клещах.
Для того чтобы детально понять разницу между этими двумя типами оборудования, рассмотрим характеристики узловых элементов каждого из агрегатов.
Аппараты с кабелями
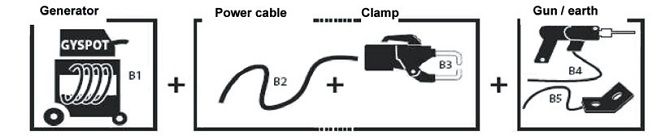
Генератор. В аппаратах с кабелями трансформатор и инверторный энергетический блок находятся непосредственно внутри генератора. Инвертор усиливает стандартные параметры для компенсации энергии, рассеянной по кабелям: более 70% энергии теряется за счет падения напряжения на кабелях.
Подающие кабели передают ток на зажим. Количество энергии, полученной на крайних точках зажима, зависит от длины и диаметра кабелей.
Зажим (С или Х) очень легкий по сравнению с весом медных кабелей. Как правило, способность оптимизации веса зажима с кабелем является ноу-хау конструкторов, работающих в области создания и усовершенствования узлов сварочных аппаратов. Эти разработки дают пользователю возможность легко им управлять.
Кабель массы используется при работе со сварочным пистолетом. Пистолет может выполнять самые различные операции, включая выпрямление видовых поверхностей и одностороннюю точечную сварку.
Аппараты со встроенным трансформатором
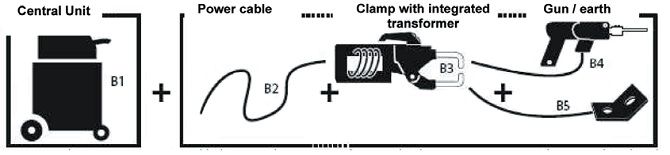
Центральный блок. Центральный блок состоит только из электронной панели управления и водной системы охлаждения. Благодаря этому достигается высокая мобильность всего блока.
Направляющий кабель. Малое сечение и увеличенная длина кабеля при небольшом весе способствуют улучшению маневренности и позволяют совершать сварочные операции на значительном удалении от центрального блока.
Зажим со встроенным трансформатором.Трансформатор и инвертор находятся непосредственно в клещах и более компактны по сравнению с предыдущим вариантом, т. к. не требуется компенсация потерь напряжения на подающих кабелях, при этом можно получать более сильный ток для сварки (14 500 А) при минимальной нагрузке на электрическую сеть (16–25 А).
Сварочный пистолет/Масса. Имеется возможность присоединить пистолет и массу к зажиму. Однако данная функция является опцией и требует дополнительного времени для замены одного инструмента на другой.
Детальный анализ строения аппаратов точечной сварки дает пользователю возможность для совершения выбора той или иной модели и тех или иных узлов в зависимости от требуемых условий работы.
Для облегчения выбора приведем сравнительный анализ сильных и слабых сторон представителей двух типов сварочных аппаратов от GYS.
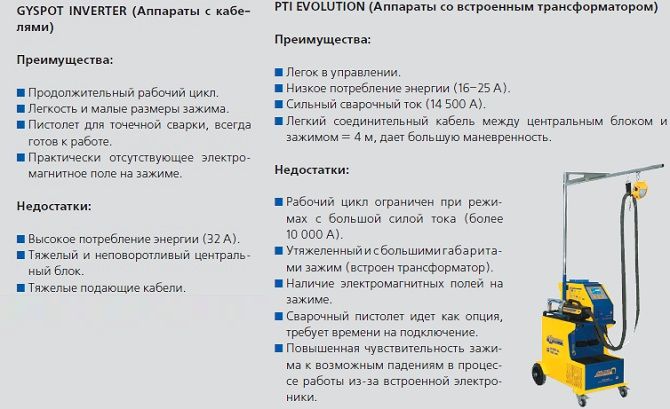
Выводы:
■ Кабельная технология позволяет использовать на многопрофильных аппаратах зажимы типа С и/или Х, но при этом невозможно работать с сильными сварочными токами (более 13 000 А) из-за значительной нагрузки на систему электроснабжения. Аппараты с кабелями требуют подготовленную электросеть 32 А минимум.
■ Встроенный трансформатор благодаря использованию запатентованной компанией GYS технологии решает проблемы энергоснабжения: потребность в энергии снижается более чем на 40%. Поэтому стандартная линия в 16 А будет достаточна для обеспечения необходимой силы сварных токов. Однако такое технологическое решение влияет на вес и габариты зажима, делая их тяжелее.
Альтернативные выгоды для пользователя можно свести к правилу «меньшей силы»:
■ Используя аппараты с кабелем, вы получаете малый вес зажима, т. е. необходимо меньше физических сил для обращения с аппаратом.
■ Используя аппараты со встроенным трансформатором, вы получаете меньше требований к электросети: необходима меньшая сила тока для достижения итогового результата.
 Рекомендации при выборе аппаратов контактной сварки
Рекомендации при выборе аппаратов контактной сваркиИмея многолетний опыт разработок, конструирования и усовершенствования оборудования для сварочных операций, эксперты компании GYS выработали ряд практических рекомендаций, на которые стоит обратить внимание при выборе аппарат любого производителя.
Существуют так называемые четыре критических момента в параметрах работы сварочных аппаратов, которые должны быть проверены будущим пользователем.
1. Ток короткого замыкания
Следует отличать ток короткого замыкания от сварочного. Некоторые производители аппаратов заявляют его значение на уровне максимальной величины сварочного тока. Тогда как после прохождения через металлические соединяемые элементы его потери могут составлять до 40%.
Именно поэтому эксперты компании GYS рекомендуют всем пользователям предварительно убедиться в том, что используемый аппарат может обеспечить рабочий сварочный ток, равный 11 500 А, что необходимо для соединения двух металлических пластин 2,5 мм UHLE.
2. Сила сжатия
С применением в современных кузовах новых видов металлов, обладающих повышенной сопротивляемостью, возросла потребность в увеличенной силе сжатия.
Очень важно выбрать нужный тип зажима Х или С, который сможет обеспечить силу сжатия в размере от 300 до 500 Дан.

3. Рабочий цикл/охлаждение
В связи с тем, что сила тока при сварке в современных аппаратах достаточно велика, была усовершенствована и система охлаждения.
При 10 000 А за 500 мс удельная температура клещей зажима возрастает на 10 градусов на точку. Система воздушного охлаждения может оказаться не столь эффективной, как система с водным охлаждением.
Уникальная система охлаждения GYS гарантирует:
■ Возможность производить более 300 точек без перерыва;
■ Завершение ремонтных работ точно в срок, а значит, возможность получения прибыли;
■ Осуществление работ в комфортных условиях.
 4. Эргономичность
4. ЭргономичностьВесь ряд аппаратов GYSPOT был задуман и разработан не только экспертами в области кузовного ремонта, но и благодаря департаменту НИОКР, специализирующемуся на механической инженерии. Этот союз опыта и компетенций, подкрепленный новейшими компьютерными программами для трехмерного моделирования, делает оборудование GYS привлекательным и уникальным. В тех случаях, когда на некоторых аппаратах коаксиальные кабели ухудшают рабочие характеристики зажима, GYS предлагает самые облегченные зажимы, делая работу мастера максимально комфортной.
Выбирая между требуемой силой тока, силой зажима и затратами физических сил, каждый профессионал кузовного ремонта найдет для себя оптимальный вариант настроек и комплектаций сварочного аппарата, который не будет превращать его ежедневную работу в выматывающие силовые тренировки, а позволит качественно и быстро выполнять тончайшие филигранные процедуры контактной сварки.
Надеемся, что знания экспертов GYS, переданные в этой статье, а также знакомство с новыми технологиями и конструкциями сварочных аппаратов GYS помогут вам сделать правильный выбор и найти оптимальный вариант для работы с комфортом и максимальной эффективностью.
Комментарии
Рекомендованные статьи
6 августа 2013
3 июня 2021
22 марта 2014
23 декабря 2022
1 марта 2007
4 июля 2025
1 июля 2025
26 июня 2025
Еще никто не оставил свои комментарии. Ваш комментарий будет первым.